Howden Fan Bearing Upgrade
Replacing repeatedly failing rolling element bearings with a custom hydrodynamic solution — designed for a high-temperature, hydrogen environment where no other supplier had delivered a viable answer.
Howden Process Fan
Design, Manufacture & Test
Hydrodynamic Journal & Thrust
200°C+, Hydrogen, ATEX Zone
Improved Reliability — Return to Service
Overview
When rolling element bearings keep failing and nobody else has a solution.
A Howden process fan operating above 200°C in a hydrogen environment within an explosion-rated area was experiencing frequent rolling element bearing failures. A typical service life of approximately 6 months meant the units were constantly in overhaul, with entire fan assemblies prepared for changeover.
The customer was incurring high maintenance costs and significant downtime. They had asked the OEM and other providers for a solution, but no realistic proposals had been delivered.
Oiltech Bearings was engaged to design and build a hydrodynamic bearing solution to replace the rolling element design — working within the constraints of the existing fan assembly, the operating environment, and the customer's requirement to avoid an external oil supply system.

Project Phases
From feasibility assessment to test stand validation.
Phase 1 — Engineering Assessment
Determining whether a hydrodynamic solution could work within the existing system.
Oiltech carried out a full performance analysis to ensure a realistic bearing solution existed within the restrictions of the current design. The expected operational loads and load vectors were estimated by the equipment operator and used to determine a viable bearing design approach. Key constraints included load conditions, the high-temperature hydrogen environment, explosion-rated area requirements, and the customer's preference to avoid an external pressurised oil system.
Phase 2 — Design Solution
A hydrodynamic bearing designed around real-world constraints.
The proposed design used conventional bearing materials for reliability. Due to the belt-driven system, the load vectors were almost at the horizontal plane — so the bearing split lines were inclined to maximise the uninterrupted arc of the loaded half, whilst allowing the oil rings to function normally. The design was compatible with oil ring lubrication, eliminating the need for an external oil system and its associated complexity, redundancy requirements, and electrical connections in an ATEX zone.
Phase 3 — Production
8-week delivery including cast housing — aligned with scheduled overhaul.
The lead time for production was challenging at only 8 weeks, timed to meet a scheduled overhaul. With the housing being a cast product, this required concurrent design and production activities, close coordination with foundry partners, and careful programme management. Delivery was achieved on time.
Phase 4 — Test & Validation
Test stand installation, issue identification, and design refinement.
The new bearing assembly was installed on a test stand using a standby fan. During the first run, the bearing slowly heated up and the test was stopped. Inspection revealed the location face on the journal bearing was overheating — an overnight modification to add taper lands allowed it to carry the higher than expected thrust loading. The second run showed significantly improved temperature performance and stability, confirming the hydrodynamic design provided improved reliability and viable long-term operation.
Phase 5 — Ongoing Development
Further thermal optimisation under consideration.
Without an external oil supply, heat dissipation relies on the oil ring system alone. Further improvements are being considered to optimise thermal management, including enhanced cooling strategies, potential oil system integration, and additional heat dissipation solutions.

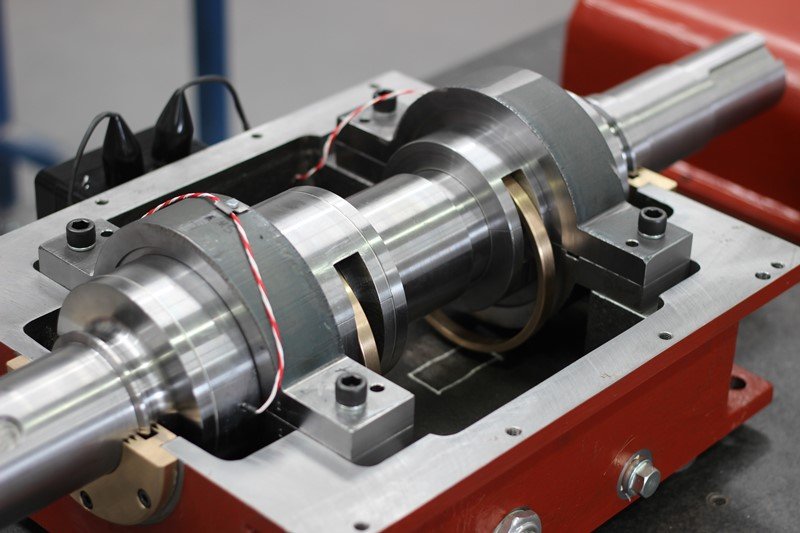
Bearing design — inclined split line to suit horizontal load vectors, compatible with oil ring lubrication.
Completed hydrodynamic bearing assembly — designed, manufactured and delivered within 8 weeks.
Design Insight
The inclined split line was key to making the design work.
With belt-driven load vectors almost at the horizontal plane, a conventional horizontal split would have placed the joint directly in the loaded zone. By inclining the split line, the uninterrupted bearing arc was maximised in the load direction — while still allowing oil rings to operate normally. This was the engineering decision that made the hydrodynamic solution viable within the existing assembly constraints.
Key Outcomes
What the project delivered.
Bearing Replacement
Rolling element bearings replaced with a purpose-designed hydrodynamic system.
Improved Reliability
Significant improvement in system reliability and operational stability.
Reduced Maintenance
Reduced maintenance frequency and associated downtime costs.
Problem Solved
Engineered solution delivered where OEM and other suppliers had not succeeded.
Capabilities Demonstrated
Engineering-led bearing design for a demanding application.
This project required Oiltech to assess feasibility, design a new bearing system, manage a compressed production programme, and support test and validation — delivering a complete solution for an application where standard approaches had failed.
More Case Studies
Have a Bearing Challenge That Needs More Than an Off-the-Shelf Answer?
Oiltech Bearings works with OEMs, service centres and end users to solve complex bearing problems — from bearing upgrades to full re-engineering programmes.